You can have the best 3D printed parts in the world, but if you do not have a good cleaning/post-processing workflow, your parts are likely not going to look their best or be as functional as possible. This is especially true with powder-based 3D printing technologies.
The most common cleaning process for powder-based 3D printing is bead blasting. In the past, this was done manually bent over a bead blaster; you would have a bead blaster hooked up to an air compressor and clean each part one at a time. This process not only takes time, but you could damage and/or discolor the parts by putting the spray nozzle too close to the part. See example A for discoloration, called burn marks. 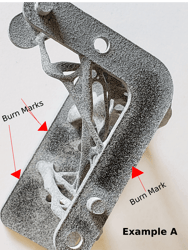 If any of you have ever bead blasted by hand you know what a pain in the back, neck, and eye strain it can be, not to mention a major time suck especially if you have many parts to clean.
If any of you have ever bead blasted by hand you know what a pain in the back, neck, and eye strain it can be, not to mention a major time suck especially if you have many parts to clean.
Now with the DyeMansion Powershot C automatic cleaning system what would take me hours has been reduced down to 10 minutes a load. The other advantage with the DyeMansion Powershot C is I get consistently clean-looking parts. See example B.  The cleaned parts are ready for finishing or shipping depending on your or your client's needs. Again, remember the advantage of additive manufacturing is cost-effectiveness and turnaround time.
The cleaned parts are ready for finishing or shipping depending on your or your client's needs. Again, remember the advantage of additive manufacturing is cost-effectiveness and turnaround time.
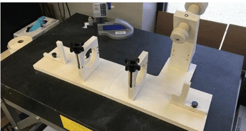
In the video below, you can see I am unpacking parts from the HP Multi Jet Fusion. I am just cleaning the loose powder off the parts as the HP recycles the unused material back into the system for reuse. The parts are then loaded into the DyeMansion Powershot C and cleaned.
After using the DyeMansion cleaning system, I would never want to go back to the cleaning process manually again.
Please feel free to give me a call at 800.873.7238 x2735 or send me an email at gene.call@mastergraphics.com with any questions or if you want to discuss post-processing.