


MasterGraphics Additive Manufacturing Engineer, Mark Blumreiter explains how the MJF works and how this technology is different from other similar 3D Printer technologies.
1 min read
3D Printed Robotic Arm Grippers
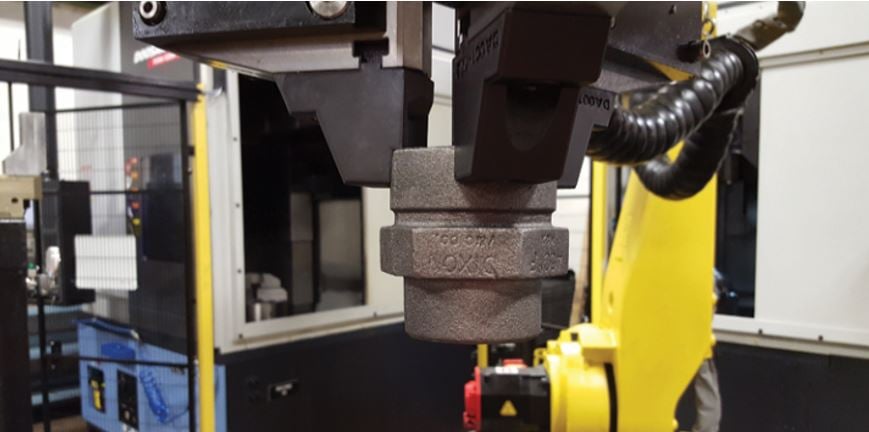
The final application we’ll look at for fiber reinforced 3d printed parts is robotic arm grippers. Any tool at the end of a robotic arm benefits from being lightweight because it requires less energy to move the arm. The grippers also need to be strong and stiff enough to handle the stresses involved with lifting, assembling, or machining the component. Depending on the part that’s being gripped, the grippers sometimes require unique geometry. For these reasons, 3D printed fiber reinforced are the perfect solution.
A U.S. based fittings and valves manufacturer fully embraced the Markforged 3D print technology in their shop. Their engineers used to spend days or weeks tooling up a robotic work cell with custom machined grippers and fittings. Now they can re-tool the robot grippers in less than 24 hours.

Topics: 3D Printing
1 min read
3D Printed End-of-Arm Vacuum Tooling
Another great example of reinforced 3D printed parts on the shop floor is end-of-arm vacuum tooling. When lightweight, flat parts need to be moved around and assembled, it’s common to use vacuum tooling to use air and suction parts to hold and move them. The image below shows a blue tube that is pulling air through the black tool. This creates the suction necessary to lift and move these lightweight parts.
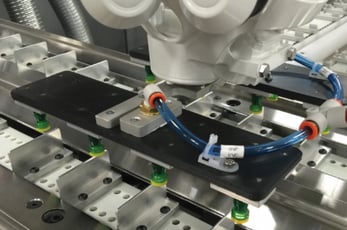
There are a handful of properties these vacuum tools can require that 3D printing excels at. First, the tool should be lightweight because it is attached to the end of a robotic arm. Second the air suction needs to be routed through internal channels to provide suction at multiple locations. Finally, the tool needs to fit a unique contour of the part it’s picking up. Fiber reinforced 3D printed parts are the perfect solution for strong, stiff, lightweight, custom geometry vacuum tooling.
Keep in mind, these vacuum tools are typically only needed in very low quantities (1-10 parts) which is perfect for additive manufacturing. There’s no need to book time on a CNC mill and fixture an aluminum block for machining. This makes it much quicker to iterate new designs as well.
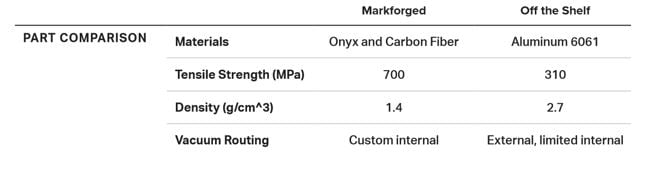
Using data from another Markforged case study, these numbers show the difference between aluminum and fiber reinforced vacuum tooling.

Topics: 3D Printing
1 min read
CMM Fixtures
CMM fixtures are used to hold parts in place as they are being measured by a CMM. These measurements help ensure the manufacturing process is working as planned, and parts are meeting their dimensional specs. The traditional way parts are held in place for measurement is a combination of clamps, posts, and stops. But with composite reinforced 3D printed fixtures, we can create a lightweight, sturdy, more functional fixture suited precisely for your part.
The below graphic shows real data is from a Markforged case study regarding a US aerospace company.

The reason these time and cost savings could be realized in the first place was because the 3D printed CMM fixture actually worked. This can’t be said for all 3D printed parts. In fact, many other 3DP materials would not meet the strength and stiffness requirements while still providing the cost savings. The Markforged fiber reinforced Onyx parts also provided a non-marring surface for the aerospace components to sit in. This helped prevent the occasional scratched part.
Engineers at this aerospace company had been looking for ways to avoid bottlenecks like CMM fixtures. Once they discovered the fiber reinforced 3D printed parts as a functional, cost effective alternative, they haven’t looked back.
Topics: 3D Printing
1 min read
3D Printed Carbon Fiber on the Shop Floor

In the past few years, composite 3D printing has officially hit the main stage. Companies like Markforged, EnvisionTEC, Cosine, and 3Dynamics are looking beyond traditional plastic extrusion machine capabilities and incorporating new materials such as carbon fiber, Kevlar, fiberglass, and ceramics. Combining these traditional fiber and ceramic materials with a proven additive technology creates a reliable and cost effective way to 3D print strong, durable parts for the shop floor.
The primary applications for fiber reinforced 3D printed parts on the shop floor include fixtures, jigs, tooling, and grippers; all of which can benefit from complex geometry and lightweight designs. This is where additive manufacturing excels. Anyone who is familiar with 3D printers knows that complexity is free.
The freedom to explore new design choices and 3D print truly functional parts for the shop floor can be a big time and money saver. Let’s look at a real world examples,
Ready to get started printing on your shop floor? Lease a Markforged Mark Two for $449 per month.Topics: 3D Printing
2 min read
What is an HP DFAM event? Should you attend?
Not only is HP changing Additive Manufacturing with their print technology but also in their approach to advance the utilization of 3D print within manufacturing. HP has a unique perspective since they have built their reputation on top quality and innovative equipment and they are sharing their knowledge on how to leverage 3D print from design all the way to manufacturing. This series is designed to help companies understand how they can move from prototyping to production using 3D print. HP currently uses Additive Manufacturing to produce final use parts and have cost justified and proven out the economics. It must also be noted, after I have attended a number of these sessions, the concepts and training provided are applicable to other 3D print technologies such as SLS and Carbon. I assure you it’s truly a great educational session.
Click the link below to watch this YouTube video on what DFAM is.

Some highlights of what you will learn:
- How and why HP decided to leverage MJF 3D printing technology to manufacture over 140 function parts used in each of our new MJF 500/300 series 3D printers vs. injection molding.
- How to identify and select the right applications for additive manufacturing across your product lifecycle.
- Training on the fundamentals of effective design for MJF.
- How the process works and design strategies for MJF process optimization.
- How the materials behave and what to consider when designing for each of them.
- The new design paradigms that are enabled by additive manufacturing and the required mindset change.
- How to design for value maximization (process and cost).
- Training on the fundamentals of effective design for MJF.
- Live Design for Additive Manufacturing (DfAM) demo and application examples to inspire you.
You are always welcome to stay after the scheduled presentations and discussions to consult with technical experts from HP 3D Printing on your own parts. That could be the most valuable part of the session is the post conversation on your specific challenges and if 3D print makes sense to utilize.
Feel free to reach out to me to find the next HP DFAM event in your area.
Jim Hill
3D Account Manager
3701 Algonquin Rd, Ste 780
Rolling Meadows, IL 60008
847.704.4029 Direct
800.873.7238 Toll-free
JIm.hill@mastergraphics.com
www.mastergraphics.com
Topics: 3D Printing
5 min read
Comparing HP’s 4200 Multi Jet Fusion (MJF) printer to their 5200 Multi Jet Fusion Printer (MJF)
HP recently announced the expansion of their Multi Jet Fusion (MJF) printer line up to include the new 5200 series. This has created many questions around the difference between the recently announced 5200 and the existing 4200 since architecturally they look similar. Let me take a quick step back and provide some background on the 4200 before I get into the differences. HP launched their ground breaking 3D print technology (MJF) with the 4200 back in 2017. The 4200 provided revolutionary 3D print technology that moved forward the ability to mass print plastic (PA12 at launch) parts at speeds, cost, and ease of use not seen before in additive manufacturing. I describe MJF as Selective Laser Sintering (SLS) on steroids. HP’s MJF technology truly changed the 3D print market and started a further shift from prototyping to manufacturing. You can see how the 4200 built new service bureaus who grew based on HP’s technologies and how companies now manufacture truly use parts from the 4200 as final parts. Here are some of those service bureaus who have grown substantially due to HP.



Personally in my 12 years spent within 3D printing, I have not seen any other technology change the 3D print landscape like the 4200. The 4200 met its promise to bring Additive Manufacturing to the masses. Earlier this year, HP started shipping the 500 series that added the ability to print color but lacked the throughput of the 4200. The differentiation between the 500 series and the 4200 was clear.
Now to the introduction of the 5200, how does this fit in the evolution of HP’s technology? The 5200 does not replace the 4200. The 4200 will stay as a production unit and still provides manufacturing capability. The 5200 is the next step forward to increase throughput and most importantly provides tools and processes for manufacturers to replicate the manufacturing standards and processes they currently use in production. It has more advanced software when compared to the 4200 and provides a feedback loop to allow even better control of output quality. The 5200 is sold at a premium price so depending on your needs, the 4200 still may be a fit.

Here is an outline of some of the key advancements now offered with the 5200 versus the 4200. Keep in mind the goal of the 5200 is to bring true manufacturing predictability and standards to Additive Manufacturing and provide even faster throughput.
Breakthrough Economics vs the 4200
Up to a 30% cost per part savings due to multiple machine advancements including:
- One pass printing (versus two on the 4200) resulting in up to 50% less agent consumption
- Shorter routine on print head wipes needed as part of the print process
- 4x longer cleaning roll for better cost efficiency
Improved throughput
Warm up time cut in half versus the 4200
- Faster print times: 5200 in balanced build mode finishes a full build in 11.5 hours compared to 14 hours by the 4200 in balanced mode.
- Enabled via 1 pass printing vs 2 passes- creating the true ability to get two full builds in 24 hours
- Fast build mode reduced to 9 hours from 11.5 hours versus 4200.
Manufacturing standards and controls designed into the printer and software.
- The 5200 has the capability to reach a Cpk of 1.33 on an IT scale of 13. Process capability index (Cpk) is a statistical tool, to measure the ability of a process to produce output within customer’s specification limits. In simple words, it measures producer’s capability to produce a product within customer’s tolerance range. Cpk of 1.33 equals a process yield of 99.99%
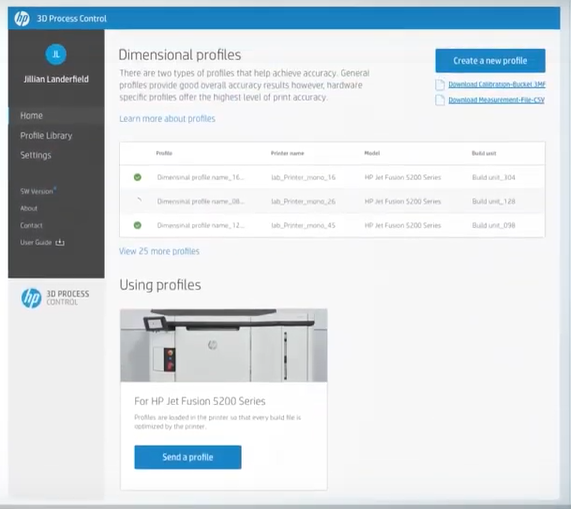
- The new Process Control Center software focuses on calibrating Z dimensional accuracy for improved accuracy and repeatability to achieve more accurate output.
- Production software is enabled on the 5200, it uses data feedback from the printer to adjust settings and learn as it prints to improve accuracy and reliability based on the advanced sensor built into the 5200.
- Improved Heating control: the 5200 now has 22 lamps with 14 zones of control (compared to 20 lamps with 12 zones of control on the 4200) – 5X better thermal camera and improved data feedback to measure more minute heating variations, and therefore provide more precise heating adjustments.
Screenshot of the Process Control Center
There are some significant hardware differences to improve manufacturability:
- Better cooling of the print heads to eliminate print failures
- Improved Lamp control: The lamps are now engineered to only use about 50% of their capability which allows improved reliability and the printer can now more easily “throttle up” or “throttle down” the lamp control (in smaller increments) to more precisely control the heat to specific areas of the print bed based on the improved thermal readings from the thermal camera.
- Lamps will now always stay “on” thus allowing for longer lamp life eliminating the cycling of on/off that would reduce lamp life
- Smaller micron layers than the 4200 – now 110 micron layers
- Semi-Automated Printhead alignment: This new process assures X&Y dimensional accuracy
- There have also been improvements in airflow via better seals, fans, and flow-through (via a 2nd “Lung” on top left of machine)
- Machine now has fans & sensors to mitigate against suction/pressure variations created at customer site
New materials support
- Machine designed to support materials up to 225C which enables a larger breadth of material possibilities
- Build unit designed to work with lower flow type materials
- There are redesigned ramps for the material to better flow inside the build unit
- Processing station redesigned to be able to unpack materials at higher temperatures
- Ultrasonic sieve (in processing station) with a wider mesh thus enabling more versatility to supporting new materials
- TPU Material available from BASF: BASF TPU01
- HP has developed specific natural cooling units to allow the cooling of builds without leaving them in the build carts.
- As special Hovmand Forklift allows the moving of the cooling units from the build cart for improved productivity.

These are just some of the highlights. I encourage you to look closer at the 5200 if you are looking to implement true additive manufacturing. The 4200 still has a place in the prototype and production space but if you want to have a system designed for manufacturing with specific measurable standards in place, the 5200 is worth investigating.
Feel free to contact me at Jim.Hill@mastergraphics.com or 847-704-4029

Topics: 3D Printing
1 min read
Why are companies buying HP 3D printers to replace their existing 3D printers?
I started working in 3D printing in 2012 and have visited a lot of companies that are using some type of a 3D print process. I have seen a lot of companies using simple FDM printers for basic prototypes, SLA printers for very detailed parts, larger FDM printers for basic prototypes and fixtures, Ployjet printers for basic detailed prototypes, color jet printers for gypsum powder based prototypes, and SLS printers to get strong prototype parts. The one thing in common with these above 3D print technologies is that each is a tracing technology. Tracing technology can only go so fast. The more detailed the part the slower the process. I have talked to a lot of people about how long a build can take on a tracing system like FDM and it can take a week to produce a large part. Who has time for that?
HP’s one pass power bed system can produce parts at an inch per hour with a bed size on the 4200 of 13” x 11.5” x 15”. You can produce hundreds of parts in a full build that will only take 15 hours versus days on the above systems.
Now you know why companies are looking at HP 3D printing!
Need more speed? The new 5200 HP printer can actually run a full build with the same bed size as the 4200 in 11.5 hours. Need manufacturing standards? The parts produced on this 5200 printer actually meet a CPK level of 1.33 on I.T. scale of 13. What does that mean? It was explained to me by an HP applications Engineer that parts now coming off the 5200 printer are equivalent to injection molded parts coming off soft steel tooling.
We haven’t even discussed the reduction in material cost to produce parts. I can tell you that our customers are seeing actual part costs of $3 to $4 per cubic inch of part. This includes materials, fusing and detailing agents, and all consumables need throughout the year.
To get an idea how your parts could fit into an HP 3D print technology feel free to contact me and we setup a time for me visit your facility, see your part applications, discuss your expectations and setup a process to see if HP 3D printing is right for you.
Topics: 3D Printing
3 min read
What is the process for the installation of an HP 3D printer?
I was given a task of writing content for our company blog and the requirements for adding content to the blog are simple, use my day to day experience in 3D printing to share some of the common questions I get on a daily basis.
We have sold a lot of HP 3D printers since we started this journey a few years ago, and one of the most common questions I get on a routine basis is what is the process for delivering and installing an HP 3D printer.
It is a great question and one that requires detailed information to answer.
Purchasing an HP 3D printer can be a quick process but often takes substantial time to get through with the various evaluation and purchasing steps. This purchasing process can be a whole other topic for another blog. For this blog, let’s assume you have chosen an HP system.
The first thing we do is go through an in depth pre-site survey with our customers. HP has put this together with a lot of thought and design for not only on how the unit will be used but for servicing as well. The purpose for the pre-site survey is make sure there are no surprises in the delivery through installation process.
In the pre-site survey there are detailed instructions on things such as delivery plans, uncrating, needed electrical connections, installation expectation by our dedicated service team, etc….
I have been a part of almost all of the installations and I have to admit the pre-site survey covers it all This must be signed by the customer before shipment takes place as this ensures a successful delivery and install.
What are some of the items on the site survey?
First we need to know is how to get the printer off the truck. Does the customer facility have a loading dock with a fork lift? We also need extended forks to remove a crate the size of a small car from a 48-foot truck- this is not a small printer! We of course will supply this forklift if needed.
Typically, four crates arrive at the customer facility within 3 weeks from the date of the purchase order as well as many boxes and a pallet of material.
We coordinate the delivery date to our customer’s facility and our service manager schedules the installation date around this. We make sure all items needed for the installation are where they need to be.
We make sure the spot where the printer will be located is in a clean dry location that has a consistent temperature, free from contaminants from other manufacturing processes such as oil and vibrations from stamping presses.
Time to uncrate and begin the setup. I can honestly say HP does a very detailed job of crating the machines. These items are bolted down and can take several hours to uncrate. Once uncrated we roll the units into position in the plant.
We instruct the customer of the electrical requirements ahead of time so that they can have an electrician perform the electrical hookup and air required for the post processing station.
Usually at least 2 people from our service group arrive to perform the installation. It is the mission of our service group to make sure the printer will build parts to HP’s set specifications as well as train the customer’s personnel on best practices. The training is a very detailed process.
The initial training includes basic printer maintenance and operation of HP’s Smart Stream. Smart Stream is the HP software that allows the customer to create print builds that you can send to the printer.
The one thing I have learned about the training is that the amount of training is dependent on what the customer needs and we can adapt the steps accordingly. However, I have found that normally the installation takes at least a full week.
That initial training is not all that is included. HP has realized that additional training is needed beyond basic usage. The first week of training is basic but this a production unit – clients need to understand best practices. HP added another training step called “Ramp Up training” which us unique to the industry. Ramp up training is scheduled by the customer about a month after installation of the printer. It is designed to make sure the customer fully understands the printer and all of its features. This is effective because at this time you have a better understanding of the capabilities of the printer and more aware of the needs or questions you may have.
During the first few weeks of running the printer I have seen a lot of customers able to build basic parts but the ramp up feature is a huge help in fully utilizing the new HP printer.
Installation of the printer is not the only thing we cover in that first week. During the purchasing process we recommend and sell a vacuum system for cleaning the work area and a bead blast post processing station. Our service group makes sure the customer fully understands the vacuum system and its operation as well as how to properly bead blast parts to remove any excess powder.
In a large nutshell that is the installation process for an HP printer and rest assured HP has transformed training around 3D printing along with their revolutionary technology. The printer acquisition is just the start, ongoing training and technician support are the real keys to success.
